Problem summary and why this matters
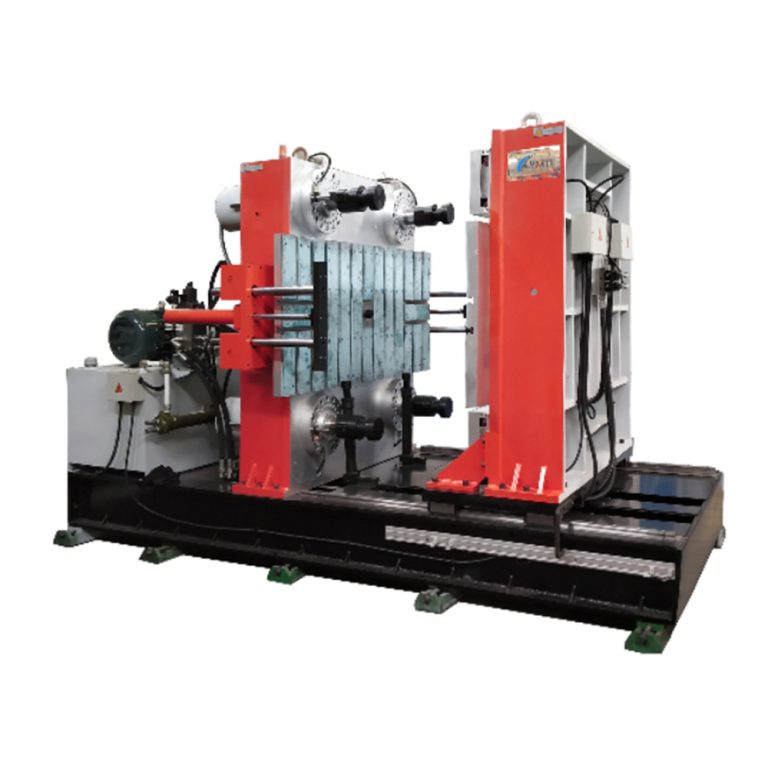
Many R&D teams find that parts look fine on the first run but fail tolerance or surface finish once the press cycles up to production speed. The root often sits in small misalignments: platen parallelism shifts a few tenths, clamping force drifts across the mold, and suddenly the mold cavity closes unevenly. Labs that pair precise test rigs with a trusted horizontal rubber injection molding machine or a well-calibrated china horizontal rubber injection molding machine reduce scrap and cycle variation. In Shenzhen and surrounding Guangdong workshops, engineers treat platen alignment and clamping uniformity as routine — the difference between rework and a reliable process.
![]()
What to measure first: platen parallelism
Platen parallelism controls how uniformly the mold halves meet. Measure across multiple points using a dial indicator or laser straightness probe, checking at least four quadrants near the tie bars and one at center. Note any tilt in micrometers across the platen face; anything beyond recommended spec (often 0.05–0.1 mm for precision LSR work) triggers adjustment. Include checks after platen heating — barrel temperature and thermal expansion change things fast.
Clamping uniformity: load mapping and real checks
Clamping force is not just a number on the control panel. Use load cells or shim stacks at several locations to map force distribution across the platen. Look for concentrated loads near ejector plates or uneven cushion pressure from the injection unit. Track pre-set clamping force against dynamic readings during a shot — the goal is consistent cavity pressure and no flash or parting-line mismatch. Remember that shot size and mold thickness alter how clamping translates to cavity fill.
Tools, workflow, and the practical checklist
Adopt a short, repeatable metrology workflow: warm machine to normal operating barrel temperature, perform a multi-point platen-parallelism sweep, run a static clamping map, and confirm with a low-pressure trial shot. Use industry-standard tools — digital dial indicators, strain-gauge load cells, and a thermal camera if surface gradients are suspected. Tie bars and platen guides must be inspected for wear; replace bushings sooner rather than later to keep alignment consistent.
Common mistakes to avoid
Teams often skip the thermal step and then blame mold steel when parts fail. Others rely solely on machine readouts without independent sensors — which is risky when sensors drift. Another frequent error: tightening clamps unevenly during maintenance and not re-checking parallelism. Small oversights compound over thousands of cycles, and quality drifts away quietly — like a slow leak you notice only when the pool is full.
Case note from the floor
In a mid-2020s Shenzhen line rework, operators replaced a worn bushing and rebalanced clamping with portable load cells. Scrap dropped by 18% within two weeks and cycle stability improved. This real-world anchor — a manufacturing floor known for rapid iteration — shows simple metrology work can yield measurable results without swapping the mold or injection unit.
Three golden rules for choosing the right strategy
1) Measure under operating conditions: always run metrology at working temperature and pressure to capture real behavior. 2) Use independent sensors: correlate machine telemetry with handheld or fixed load cells and indicators to avoid false confidence. 3) Prioritize serviceability: choose machines and molds that expose tie bars, platen faces, and ejector systems for quick inspection and adjustment.
Those three metrics steer decisions: you’ll see which upgrades matter — hardware shims, better load sensing, or a different platen finish — and where HWAYI machines fit as practical, serviceable platforms. HWAYI supplies platforms designed for that kind of on-floor metrology and steady production. –